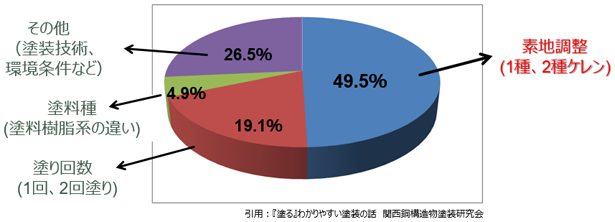
塗膜の寿命に最も影響の大きい、素地調整の重要性について
対象物に対して塗装する際、その塗膜が長期間保持されるために必要な条件として、塗り回数や染料の種類、塗装技術などがあります。その中で最も影響の大きいものが「素地調整」とされています。その寄与率は50%を占めます。
しかし、素地調整は同時に最も費用のかかる工程でもあるため、塗装設計時に必ずしも最高でなく、実用性・経済性を考慮した最適な素地調整グレードを決めることが重要であると考えられます。当研究会では、この素地調整の方法の1つであるブラストについて研究しています。
主なブラスト工法について
ブラスト工法は、主に3種類の方法があります。それぞれ特徴があり、現場に応じて選択が必要となります。
| エアーブラスト | 研削材をエアー流の中に供給し、エアーと研削材を鋼材表面に衝突させることによってブラスト処理する工法です。 特徴:作業効率が良い 留意点:粉塵・周辺環境への対策が重要課題 |
|---|---|
| バキュームブラスト | ブラストノズルが内蔵され、研削材を真空回収するホースが接続されたバキュームヘッドを使って、処理対象物表面に押し当て、その中でブラスト処理を行い、使用する研削材及び剥離物の回収を同時に行う工法です。 特徴:作業効率が悪い 留意点:施工数量に限界がある |
| 湿式ブラスト | 研削材と水を混合して、ブラスト処理する工法です。数種類の方式があり、それぞれ特徴が異なります。 特徴:粉塵の発生が少ない 留意点:戻り錆び対策が必要、水養生が重要課題 |
主な研削材の種類
ブラスト作業にて使用する研削材にも、いくつか種類があります。主な研削材は以下となります。
| フェロニッケルスラグ | けい酸-マグネシア-酸化鉄系であるフェロニッケル精錬時のスラグを、水中で粉砕(水砕)又は空気中で粉砕(風砕)した、ショット状又はグリット状のブラスト処理用研削材です。複数回利用が困難。国産で安定供給されます。 |
|---|---|
| 溶融アルミナ(褐色アルミナ) | 二酸化チタン及びボーキサイトを溶融した後、粉砕した94%以上の酸化アルミニウム及び最大で4%の二酸化チタンを含む、褐色を呈したグリット状のブラスト処理用研削材です。硬度が高いため、複数回の使用が可能です。 |
| アルマンダイトガーネット | 天然の鉄ばん(礬)ざくろ(柘榴)石[Fe3Al2(SiO4) 3]を破砕したグリット状のブラスト処理用研削材です。複数回使用する事が出来ます。露天掘りや海岸などから採掘するため、塩分を含んでいることがあります。 |
| 銅スラグ | 酸化鉄-けい酸系である銅精錬時のスラグを水中で粉砕(水砕)した、グリット状のブラスト処理用研削材です。国産です。 |
| スチールグリット | 溶融鋳鉄を噴霧して得た球状物を破砕したグリットです。 |
JIS Z 0312/JIS Z 0311参照
素地調整の問題点と今後の研究課題について
素地調整における問題点
素地調整の程度が1種・2種に値するブラスト法ですが、塗膜剥離・素地調整が困難な箇所があり、施工時に対策が定まっておらず問題となることが多くあります。困難な箇所の一例は以下のような場所があげられ、橋梁や構造物によって形状が異なります。
- 添接部
- 狭隘部

- 検査路周り
- ケーブルラック周り

- 添接部
- 狭隘部

- 検査路周り
- ケーブルラック周り

問題点・限界を見極め、対策法の確立を目指し研究していきます
これらの問題点から、当研究会では下記3点が重要と考えています。
- 素地調整の限界を見極める事が、品質向上に繋がる
- 異形ノズル等を使用をしても、物理的に施工出来ない箇所がある事をしっかりと認識をする
- 素地調整が出来ない所の対策法を確立をする
塗膜剥離・素地調整が困難な箇所の施工対策を真摯に研究し、ブラスト施工におけるガイドラインを定めていくことで、ブラストの品質向上・施工評価の向上・業界の活性化を当研究会では目指します。